 當前位置:
當前位置:




對于工裝夾具來說,我們生活中還是用到很多的,下面由工裝夾具廠家小編為大家分享一下有關工裝夾具設計的一些要求。
一、精準定位元器件
商品在工裝中的精準定位,是根據商品上的精準定位標準表層與工作服上精準定位元器件的工作中表層觸碰或協調來保持的,這兒按精準定位元器件的精準定位形式來分。
1、固定定位元器件
這類精準定位在安上工作服后,通常已不拆裝和調節。
2、可調式精準定位元器件(在工作服上,選擇點部位能夠 調節的精準定位元器件)
3、波動精準定位元器件
就是指在商品在精準定位的全過程中,其選擇點的部位能夠 隨市場定位投影面部位的轉換而全自動與之相一致。
波動精準定位元器件能夠 與商品有二點或三點的觸碰,事實上只有一個固定不動支撐板點在起功效,只受限商品的1個自在度。
4、協助精準定位元器件(用以提高商品放進工作服的可依賴性,而不起關鍵精準定位功效)
3個固定定位元器件主導精準定位元器件,因為產品品種緣故,商品在放進工作服時存有鮮紅色圈里一部分斜放,造成 裝配線不穩定,故提高了1個協助精準定位元器件。
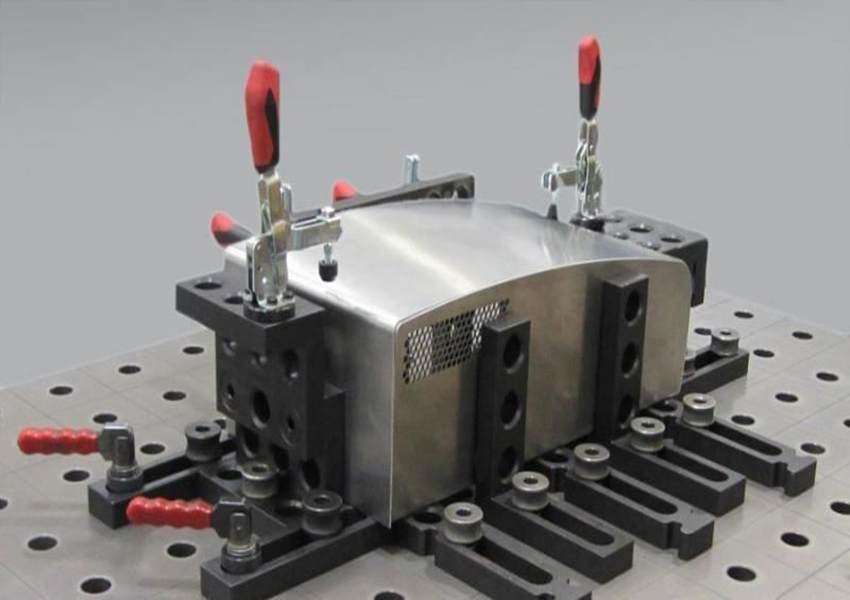
二、夾模(用商品外觀設計精準定位夾裝的zhuan用工具)
設計方案要領:
1、該類夾模關鍵用以臺鉗上,其長短能夠 根據實際提取;
2、夾模上能夠 設計方案別的協助定位設備,通常選用焊接方式聯接夾模;
3、模芯構造規格由詳細情況明確;
4、在動模上的適度部位緊配直經12的定位銷,定模相對部位的精準定位孔拖動協調定位銷;
5、裝配線凹模在設計方案時要在無收攏的毛胚stp文件的外觀設計面基礎上偏位變大0.1mm。
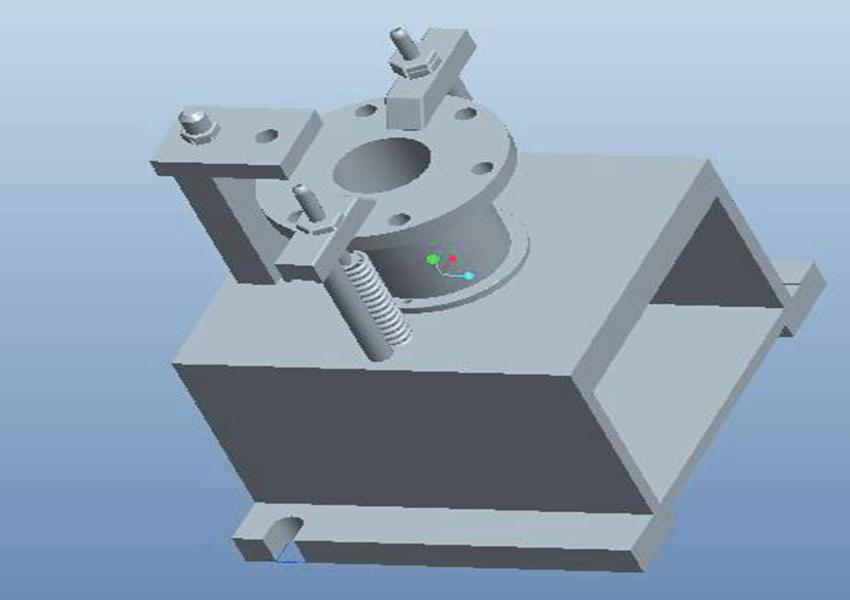
三、打孔、銑面工作服
設計方案要領:
1、如用得著,可在固定不動芯以及固定不動板上設計方案某些協助定位設備;
2、具體情況需根據產品品種做相對設計方案;
3、氣缸根據商品尺寸和生產加工時支承狀況而定。
四、數控車床、儀表盤筒夾
設計方案要領:
1、具體商品的內螺紋規格構造而定;
2、與商品內螺紋精準定位觸碰的外圓在制做時得留單側0.5mm的容量,后來裝到數控車床上在鏜孔到規格,避免表面淬火全過程造成 的形變和軸力;
3、裝配線一部分的原材料推薦應用工具鋼,支撐桿一部分45#;
4、支撐桿一部分的外螺紋M20為常見外螺紋,可根據具體情況調節該外螺紋。
設計方案要領:
1、裝配線規格和構造根據具體商品的尺寸構造而定;
2、原材料應用45#,表面淬火解決。

設計方案要領:
1、具體規格根據商品的內螺紋規格構造而定;
2、與商品內螺紋精準定位觸碰的外圓在制做時得留單側0.5mm的容量,后來裝到儀表車床上在鏜孔到規格,避免表面淬火全過程造成 的形變和軸力;
3、原材料應用45#,表面淬火解決。
如有需要,歡迎致電詳談。

 微信二維碼
微信二維碼